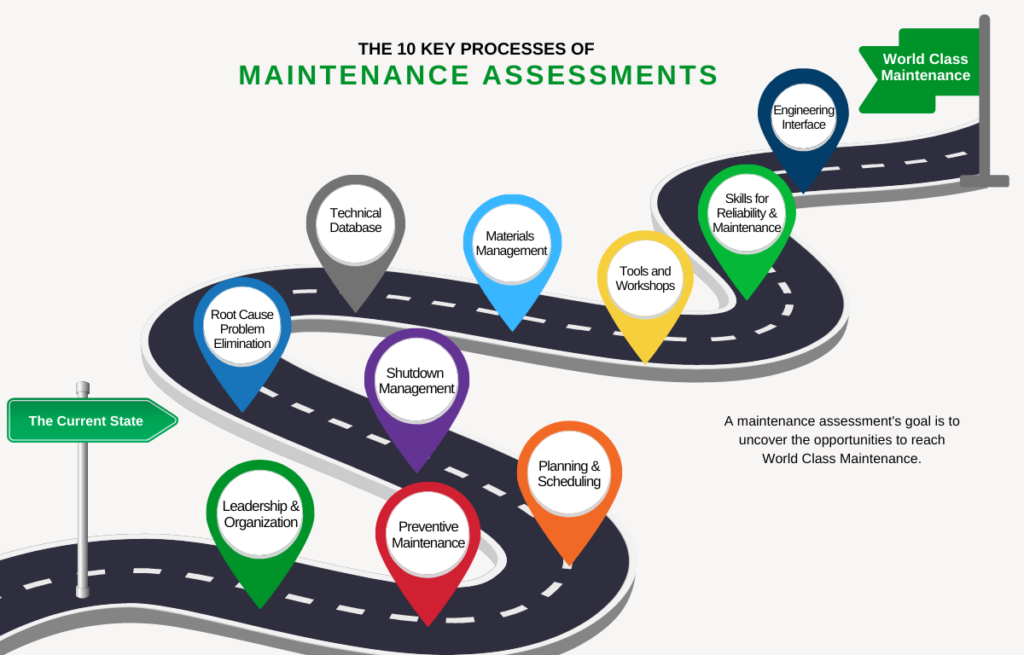
But if you don’t know the gap between where you are now, and how excellent you could be, it’s hard to make a plan to close that gap.
You can’t make goals. There’s no path toward improvement.The best you can do is simply “try harder.”
Unfortunately, trying harder won’t take you where you want to go. You need a clear assessment and a focused implementation plan.
Then you’ll realize your true potential and reach your reliability and maintenance goals.
We’ll explore your maintenance management processes and see how we can help you win.
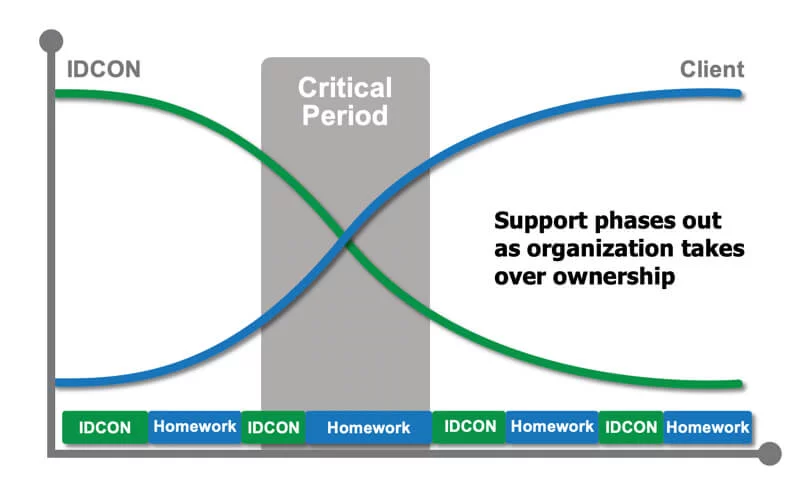
Together, we’ll create a step-by-step plan. You’ll know where your team needs to go and exactly how to get there.
Working on site and with your team, we’ll help you put your plan into action.
Reduce your costs. Increase uptime. Eliminate the hassle of an unreliable plant.
It’s time to move forward
Get your free consultation
Talk with a member of our team, today.
See how you and your team can work together to boost your overall reliability.
IDCON’s Guide to Reliability & Maintenance Assessments