
Any plant maintenance department wants to be known as a cost effective organization. For the purposes of this article, “Cost Effective” will be defined as: “Maintenance without waste, where waste is defined as the gap between how good the organization is and how good it can become”. The waste includes poor safety, losses in quality tons produced and high costs.
The Reliability Driven Maintenance Organization – The Gap
In a poorly performing maintenance and operations organization, the gap between the real and the ideal world tends to increase over time because the organization reacts to problems instead of preventing them.
As a result, there isn’t any time to take measures that will break this reactive work cycle. Even in periods when equipment is operating well and no panic-work comes up, the maintenance organization tends to slow down and wait for the next problem.
In this organization, a culture develops where maintenance personnel think it is useless to start any other work because they will be interrupted with real, or often perceived, urgent work anyway. So, even between reactive work maintenance personnel accomplish very little.
From an operations’ standpoint, this situation can be quite comforting, because it means that maintenance can deal with equipment problems on short notice. In the real world, it is far easier for operations to call maintenance to fix a problem when it occurs than to write a work request to correct an anticipated problem.
This type of relationship typically occurs when operations does not feel responsible for the cost of maintenance. Even if most work is requested by operations, the maintenance manager is in the hot seat if budget overruns occur.
Although the situation described above is unacceptable, it is nevertheless very common. In many plants, maintenance is very DO oriented; people are recognized for solving recurring problems and staying busy.
A high performing maintenance organization is far different from that just pictured. It is founded on anticipating what will happen in the future and planning and scheduling corrective actions in advance. A high performing maintenance organization is not only DO oriented, it is also THINK oriented. It is an organization that continuously designs out problems and improve.
ATTITUDES AND CULTURES
Plants that want to develop a high performing maintenance organization should know that the first steps are:
- To fully understand how good they are and where the gaps are to become better.
- To develop and commit to an action plan to close the gaps including clearly defined roles and responsibilities.
- To change work attitudes and culture.
In some plants, the typical first step toward improving maintenance performance is to purchase a new computerized maintenance management system (CMMS) or instruments for predictive maintenance. Or they implement fragmented improvement initiatives with tools such as Reliability Centered Maintenance (RCM), 5s etc. Indeed, these are good tools but often they are implemented before an organization does the basics well and therefore these initiatives often fail.
Although there are many very good systems and tools on the market, these tools also frequently fail to pay a return because plants have not changed the work culture to support the efficient use of these tools.
It might be worth referencing what Bill Gates said:
The analogy here is that if an organization that is not ready to implement e.g. RCM or lean maintenance, it will distract them and they will become even less efficient.
One proven way to implement improvements is for plants to adopt a set of beliefs and a strategy based on these beliefs.
The “Results Oriented Reliability and Maintenance”™ (RORM) philosophy is used in this article as an example of a set of beliefs.
Results in a plant are achieved by doing the Right Things (Leadership), and the plant organization Accepts and commit to Executing these things right.
(RESULTS = RIGHT THINGS + ACCEPTANCE+ EXECUTION)
RESULTS
When it comes to measuring the results of maintenance activities, plants traditionally view good maintenance in terms of low costs, which are often measured as maintenance cost per ton of product.
With very few exceptions, this cost is always considered too high. This view of maintenance stems from an old attitude, which is that maintenance only costs money and does not contribute to productivity.
Manufacturing plants must change the way they measure maintenance results. Analysis of production advancements over the past 35 years reveals that many process industries have more than tripled their production output.
During this time, the number of operators has gone down about 30 percent, while the number of maintenance crafts people has gone down about 6%. Although this growth in productivity can be traced to increased automation and more reliable equipment, it is not necessarily a result of efficient maintenance.
To see the results of good maintenance, plants should measure maintenance results as Prime Quality Tons (PQT) manufactured divided by $1,000 invested in maintenance, or PQT/$1,000. This is obviously the inverted formula of cost/ton, but it contributes to changing the way top management and accountants must view maintenance results. It also does a better job of highlighting something most plants focuses on, or at least talk about: that quality is more important than volume and costs.
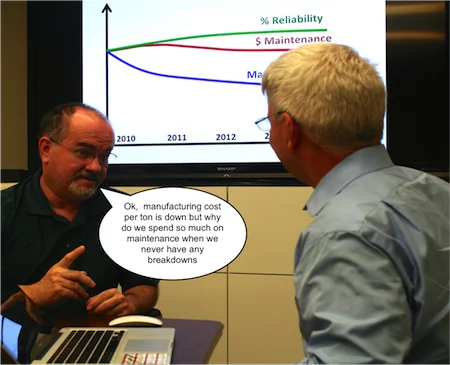
It’s also one way of stopping accountants from asking, “”Why do we spend so much money on maintenance when we never have any breakdowns?” It is a fact that higher manufacturing reliability will improve both safety and costs.
COMPARISONS
One common way plant maintenance departments measure their effectiveness is by comparing maintenance costs with other plants. This is the wrong thing to do, because plants will then spend too much time and energy explaining why the figures are wrong (unless you are the best performer in this comparison) instead of focusing on ways to improve.
We also know that different accounting principles can make a difference of up to 100% in what is considered a maintenance cost, capital investment, or operations expense.
The focus must instead be on learning about activities, technology, and processes that drive reliability, safety and cost.
For example the better planning and scheduling of maintenance work is done correlates to high manufacturing reliability, better safety and lower costs.
As an example it is important to understand that predictive maintenance alone does not prevent anything. It only gives information on failures that are developing toward a breakdown.
With this information, plants can “anticipate” the future and plan and schedule corrective maintenance actions. In the best case, plants can schedule the corrective action to be executed in a maintenance “window,” which is the opportunity that presents itself when equipment is down for reasons other than planned and scheduled maintenance, such as changing felts, unscheduled shut downs, cleaning, process changes, market conditions, etc.
The link between predictive maintenance and planning and scheduling of work is an essential basic reliability and maintenance process. Executed with precision it will increase Quality Product Throughput, improve Safety and reduce costs, still many plants do not execute this well.
PERFORMANCE INDICATORS
The right thing to do is to benchmark the plant maintenance department and measure continuous improvement of these internal benchmarks. If comparing with other organizations plants should learn what processes best performers have in place to drive improved reliability and maintenance costs, and what they do to execute them well.
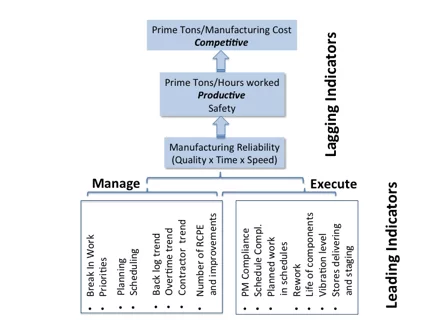
To continuously improve execution of the essential processes you need to have performance indicators instituted as close to the action as possible. This will motivate and trigger actions that will influence the overall performance (see Table 1).
It is important to have clear definitions on what you measure:
E.g. a break in job in a daily schedule are all work added to a schedule within four hours of end of day for work scheduled to be done following day.
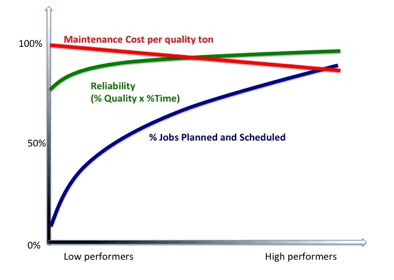
Table II. In this study of 38 towel and tissue machines it showed that the only strong correlation between low and high performers was how well they planned and scheduled maintenance and operations work. All machines that planned and scheduled more than 50% of work had a Reliability measured as % Quality x % Time (Time based on 8760 hours available per year) over 85%. Best top performers planned and scheduled between 75% and 90% of all work and achieved a reliability of 92% – 96%. Maintenance cost per quality ton was between 10% – 25% lower for best performers. To achieve high level of planning and scheduling best performers executed the basics of maintenance very well; Basic inspections and essential care, predictive maintenance such as vibration and oil analyses etc. and the Bill Of Material was better than 85% accurate.
WORK MEASUREMENTS
If plants perform hands-on-tools or other types of work measurements as a way to measure maintenance efficiency, they are doing the wrong thing.
There are four major reasons why “work measurement” is wrong:
1.) It does not promote cooperation between management and crafts people. On the contrary, it often creates animosity.
2.) It does not consider if people are busy doing the right thing. For example, in the work measurement system, thinking time and trouble-shooting time is considered hand-off-tools and thus non-productive.
3.) Almost all time identified as non-productive by work measurement results from a lack of work management and planning and/or scheduling. In fact, it is a result of poor management.
4.) When equipment is operating, it is not true that maintenance people who are busy with hands-on tools are productive. In fact, they are very often busy doing the wrong things or pretending to be busy, or they are invisible.
In a scheduled shutdown, it is true that people are more productive if they can work on planned and scheduled work without interruptions. Again, good planning, and scheduling, or in other words, good management can only accomplish this.
Work measurement is something that does not belong in today’s work environment
This is not to say, however, that some plants don’t still use it. On the other hand, it would be much better if the plants analyzed how well their maintenance is managed, and this includes evaluating how well managers prevent, plan and schedule (see Table 2).
PARTNERSHIP IN RELIABILITY
To achieve results-oriented reliability and maintenance, plants must realize that production is a partnership between operations, maintenance, stores, and engineering.
The traditional view is that maintenance is a service organization; operations is viewed as the internal customer of maintenance, stores support maintenance, and engineering is an isolated “happy island.”
The right thing to do is to view operations, maintenance, stores and engineering as partners in a joint venture to reliably produce quality products.
In this partnership, maintenance will deliver equipment reliability, operations will deliver production process reliability, stores support maintenance and engineering will support both maintenance and operations and practice life-cycle costs (LCC) or Asset Management in its design, specification, and selection procedures for new equipment.
This means that equipment selection will be based on the cost to buy and cost to own. The concept includes reliability and maintainability analyses.
RECOGNITION
Most maintenance organizations can verify that they received recognition when they fixed a major breakdown, but they seldom hear anything when they prevented a breakdown.
Although there is nothing wrong in recognizing good work in a breakdown situation, but if this is the only time maintenance people are recognized for good work, it sends the wrong message. This type of recognition fosters a culture of maintenance heroes or “Maintenance Tarzans.”
They become very action-oriented, and it is nearly impossible to change some of these individuals to more planned, scheduled and organized maintenance work. They might be more motivated by overtime compensation. (It is about 74% likely that breakdowns and overtime will occur when the full crew is off site.)
However, motivation by overtime is changing quickly with the Y-generation entering the job market. They value time off more than higher pay.
Plants need to remember that poor maintenance is highly visible and good maintenance is invisible, because it is less action-oriented.
The right things for plants to do is to recognize implemented improvements, failure avoidance, planning and scheduling performance and overall reliability.
THE RIGHT THINGS TO DO
The following are some practical tips to help develop high performing organizations.
Work Management and Planning & Scheduling
- Most frontline supervisors schedule work to the people they have available. The right thing to do is to schedule the actual work that must be most always based on four In many cases, no fewer than two people are assigned to each job. This provides the supervisor with a buffer of resources he or she can use for jobs adding on to the schedule on short notice. In this setup, scheduling compliance can wrongly appear to be very high. Therefore, it would be far better to schedule the work with real time estimates and include problem solving, or thinking time, as part of all work done by crafts people. In a high performing maintenance organization, 20 percent of all effort hours should be used on problem elimination or continuous improvement or “designing out maintenance problems.”
- The right thing to do is to prioritize work right based on risk and what is best for the business. Then schedule people to execute this work.
Anticipation
- Most plants have morning meetings to discuss what happened yesterday and during the night, and some time is used to discuss what is going on today. High performing maintenance organizations should spend most of the meeting time on what will happen tomorrow and next week. Although this sounds unreal, it can be done because very few problems occur, so very little time needs to be spent on yesterday’s problems. Instead, the focus should be on future activities.
- Following the same principle, the organization should work on a monthly or weekly forecast and finalize the next day’s schedule about four hours before the end of each day. The schedule should be communicated to crafts people before they leave for the day so they can prepare for tomorrow’s work before they go home every day.
Flexibility
- The 12-to 14-person craft line oriented maintenance organization is , lines should not limit work flexibility, only work skills to do a job safely should be the constrain. This will often require changes in union agreements and a focused training program for crafts people. Experience indicates that if management presents a clear plan, it will be well-received.
Lost Production Analyses
- Lost production analyses are often done only by classifying the lost production by department; for example, operations, mechanical maintenance, electrical maintenance, instrumentation, etc. This procedure does not build a partnership between departments, nor does it solve any problems. What needs to be done is to define the problem, solve the problem, and classify it by department, equipment, type of failure, etc. after the analyses have been done, and then institute a follow-up on how to solve the problem in the future.
Store Room is closed
- People in many maintenance organizations are wasting 20 to 30 percent of their time walking to the store(s) and searching for parts. Plants should plan and schedule maintenance activities so that stores can prepare and deliver parts where they are needed and when they are needed. This will require a Bill Of Material (BOM) populated to 95%+ accuracy.
Technical Documentation
- All technical and economic information about equipment should be readily available. The equipment, loop or circuit number should be the key to this information. At a minimum, all parts kept in stores, or not kept in stores, should be tied to equipment identification in the BOMs. The lack of good and reliable documentation is one tenance planners do not have time to plan.
Maintenance Shift Coverage
- Most continuously operating plants have maintenance resources covering the late shifts. Some plants still have a maintenance supervisor on each shift. Ideally, a plant should operate without maintenance people on the night nance believes that the plant can operate 16 hours without major maintenance probdo something about it.
The above issues are select examples of actions and cultures that will promote high performing maintenance.
It is important that a plant maintenance organization seriously examine how good they truly are and its existing culture and performance to see whether it is promoting the right things, or whether some improvements are needed.
Only then can a plant maintenance organization proceed to make the changes needed to become as good as it can become.



