The Key to Success after Maintenance Training Seminars
Torbjörn Idhammar
President & CEO, IDCON Inc. (Retired)
Maintenance Training is most successful when followed by practical experience. This prevents money from being wasted on maintenance courses and seminars that workers quickly forget.
Companies can spend thousands of dollars on maintenance training, but often, very little of the knowledge gained on maintenance and reliability training courses is ever used in the plant.
In fact it is common for trainees to forget some of the lessons learnt, just weeks after the event.
One way to help resolve this phenomenon could be to give classroom maintenance training in conjunction with practical experience.
IDCON Maintenance and Reliability Training can be onsite, at our HQ or online.
It may be a good idea to economically justify all training seminars that are given in a plant. There is not much point in holding a reliability training seminar if it isn’t for eventual economical gain.
The reliability training must have a purpose that should be decided before the training starts and should never be performed unless there is a plan to implement the lessons learnt.
Once the training is finished, mill management should check that the implementation plan is being followed.
Maintenance matters
Management should also communicate to trainees that:
results are expected from the maintenance training;
support for implementation of the reliability course will be provided;
there will be a follow-up on the results.
Training in the maintenance department of a plant often focuses on reliability of equipment and the lowering of maintenance cost.
A good example is alignment training. Alignment is usually carried out by mechanics when installing a new pump, motor or gearbox, for example.
Conventional training on alignment would usually focus on how to use a laser alignment tool. This approach is fair enough, as most mechanics need to know how to use such equipment. But a better approach could be to include an implementation and/or an improvement plan.
An alignment plant standard could be reinforced and a few pieces of equipment could be checked in the plant, so that the class knows how well-aligned their mill equipment already is. Some equipment could be realigned in the mill, so that before and after readings can be taken.
An improvement plan with a goal to improve alignment could be drawn up during the training.
Many training seminars teach the theory of what to do and, at best, give some hands-on examples in the classroom.
Admittedly, some plants do very well by training a few key people who then are able to transform what they have learned into an implementation process.
However, most plants will put a number of people through a training class, only for the training never to be heard of again. If the lessons can be implemented in the trainees’ mill during the training session, practical problems such as safety, finding the right tools, getting time from machine operators, informing supervisors and finding spare parts will become a part of the training.
Maintenance Training Seminars- Give Your Reliability a Jump Start
IDCON, has structured a training class called the Reliability Jump Start program, based on the above principles. Its program evolved from a training seminar it gave to a plant in China. The Chinese mill wanted the company to teach the concepts and then go out into the mill and demonstrate what it had talked about.
The company’s training course in essential care of equipment used to last for two or three days.
After it implemented this new training idea, the course lasted for three weeks. But despite taking much longer, the experience did show that there are many benefits to practicing concepts that have just been taught.
The participants are more likely to remember the concepts and understand why the ideas taught in the classroom are so important.
Also, the trainees become more motivated to get involved in the training, because the concepts are applied directly in their work environment.
Be prepared
In order to use this type of training method, a visit to the mill is usually needed in order to prepare for the training and to develop a good plan for the implementation process.
Management should put together a plan which can include the number of working hours required for development of condition monitoring routes, information meetings with supervisors and planners, getting computers for data entry and research of current procedures etc.
In IDCON’s program, two to three teams are selected to train in PM/ECCM (preventive maintenance/essential care and condition monitoring). One or more pieces of equipment are assigned to each team, such as hydraulic units, agitators or pumps and as much data as possible is collected for each piece of equipment.
Vibration readings, alignments, oil analysis, infrared pictures, reliability data and equipment history are retrieved from the current systems. But in many cases, a lack of data in the plant database, means that readings have to be collected in the field a few weeks before the training starts.
Examples of good and bad reliability issues are normally collected in the mill during the preparation period.
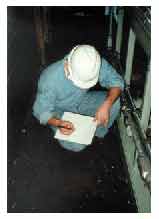
Usually it is easiest to take a number of pictures in the plant. Issues such as lubrication, alignment, corrosion, balancing and filtration can then be brought up during the course and visual examples displayed.
By cleaning the equipment (left) a lot of failures were found and documented (right)
Improve Reliability
Each team is made responsible for improving the reliability of their assigned equipment during the training period. Mill management should begin by explaining why the plant wants to improve reliability and what the expectations are on the attendees.
The first part of the training includes explaining the measures that can be taken to prevent failures from happening.
It is a fact that some 60-80% of all equipment malfunctions are caused by failure to get the basics of maintenance right, including:
detailed cleaning;
lubrication;
alignment;
balancing;
adjustments;
filtration;
operating procedures;
installation procedures.
These topics are discussed in the classroom and then performed in the field. The teams usually start with detailed cleaning of the equipment assigned to them, and, because a significant amount of time is spent at this stage, several problems are often found.
The main hydraulic unit for one of its paper machines was cleaned and many problems were found. As a consequence, work orders for leaks, buzzing solenoid valves and damaged bases were written.
Other examples of reliability improvements using this type of program could include:
using alignment and balancing standards;
changing operating procedures and doing root cause failure analysis;
performing oil changes;
purchasing balancing equipment.
Inspection
The second part of the training course is dedicated to inspection techniques. A number of techniques are taught in the classroom and tried in the field.
Methods such as oil and vibration analysis, the use of stroboscopes and infrared guns and simply looking, listening, feeling and smelling are used to investigate the condition of the team’s equipment.
A typical example of an improvement that could come up during training is guard modification.
Teams often discover that guards need to be modified in order to inspect belts, couplings or chains that are running. A new guard will allow a visual inspection with a stroboscope or flashlight while equipment is operational.
Shiny groove bottoms or signs of a worn belt can easily be seen after the modification.
Without guard modification, the only possible early warning signal before breakdown is a smoking belt or other obvious signs of serious failure.
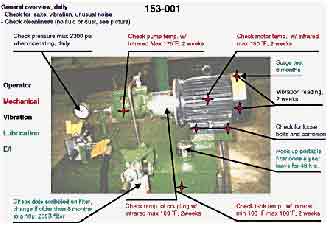
The last part of the training program focuses on documenting the preventive maintenance process, taught earlier in the training. The teams set up the documentation for their equipment. Both shutdown PM inspections and on-the-run inspections are evaluated for the equipment. The idea is to move as many of the inspections as possible to running inspections rather than shutdown inspections, and then to document the new procedures systematically. Figure 1 shows a visual condition monitoring sheet that a team in a manufacturing plant designed during training.
By combining training and implementation during training seminars, it is more likely that results are achieved in a mill.
The methods must then be implemented on all equipment in the plant using the concepts taught in the training. This is a major task, of course, but the teams have done it before and will have an excellent example, on hand, to refer to in their plant.
Training seminars in general should focus more on implementation than classroom training, as it is during implementation that problems are more often discovered.
Mills seeking to put on a training seminar, should try to make an implementation plan and ask for implementation training in the real plant environment rather than just hands-on examples in the classroom.
At IDCON, we understand the pressure you face trying to build a reliable plant. We provide side-by-side reliability and maintenance consulting and training designed to keep your equipment running.
For over 45 years, we’ve partnered with 100s of manufacturing plants around the world to eliminate the costs and the pressure caused by unreliable equipment. And we’d love to do the same for you.
Contact us today to see how we can help you keep your plant running.
Preventive Maintenance examples of why you can’t just document a PM program, you have to execute the program. Is it just me who thinks that improvement projects have gotten more
An obvious resource is to use for early detection of problems is training your operator in basic inspection techniques. You may have heard of the terms TPM or Autonomous Maintenance,
When discussing improvement opportunities in your plant, does preventive maintenance ever come up? I’m sure it does. We are often in plants when these discussions take place. An interesting phenomenon