





Articles and Videos
Our website and YouTube channel have hundreds of articles and videos for quick lessons in maintenance and reliability topics.
View Free Resources
IDCON Books
Our eleven Reliability & Maintenance books offer practical knowledge. Written by our experts, who’ve spent decades in the reliability and maintenance field.
Buy the Books

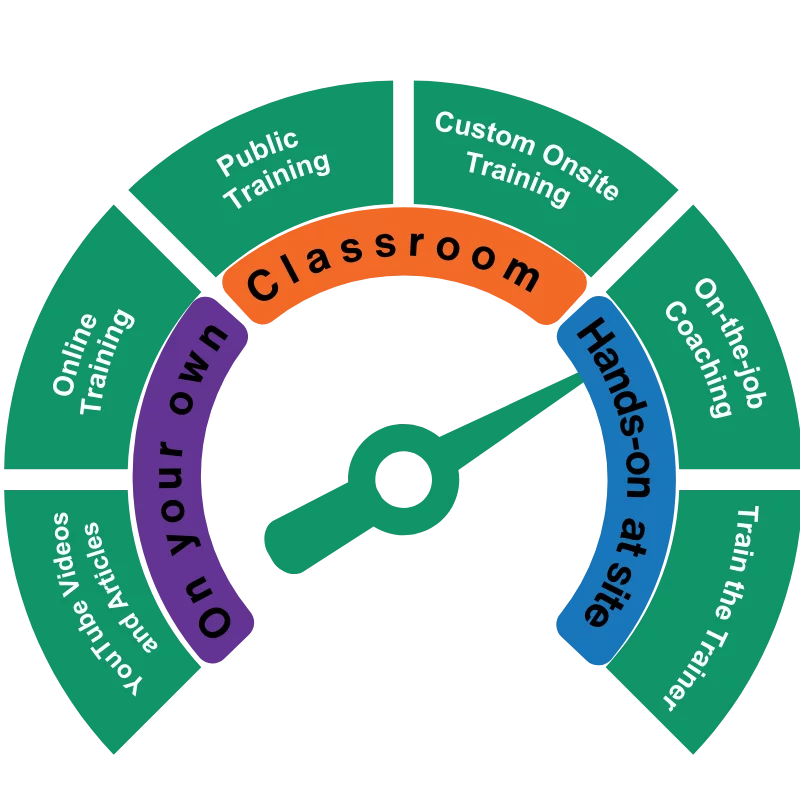
Online Training
Through videos, downloadable content, and knowledge tests you’ll go at your own pace learning the fundamentals of reliability and maintenance concepts.
View the Training Topics
Public Training Courses
Five of our most popular training courses are delivered through our public training events. Your team can join us in Raleigh, NC or online via Zoom.
View the Event Schedule and Register.

Online Learning with Coaching
Combines On-Your-Own learning with feedback and coaching sessions. This unique training includes practical on-the-job exercises, videos, downloadable tools, and 1.5 hours of remote coaching with an IDCON Consultant.
Learn more

Onsite Coaching, Training, & Consulting
Take your reliability and maintenance knowledge to the next level. Our coaching, training, and consulting ensures your team has the knowledge and skill to sustain performance and plant reliability.
Contact Us