
Imagine you are the Engineering and Maintenance Manager at a new manufacturing facility. The Plant is a major greenfield site with a CapEx budget over $1 Billion and they’ve already broken ground.
During the construction and commissioning you and your team are expected to be part of the startup testing, help manage contractors, review final design, hire and train the new maintenance and engineering personnel, develop the maintenance PM program, implement planning and scheduling of work, select parts and set up the storeroom etc.
It has already become an overwhelming task to stay on top of the construction, change orders and commissioning.
Seasoned in maintenance and engineering you’ve put a lot of thought into how to implement the key reliability and maintenance (R&M) strategies. Before the plant starts up you determine the key processes that must be in place – including the organization to support it are:
- Develop and document PM/ECCM for all equipment
- Work management, planning and scheduling
- Materials management
So, where do you start?
In the case of our client, they called us early in the construction phase. They wanted to meet to discuss how to set up the R&M function at their new greenfield plant. They showed us the requirements from their quality system as a foundation for developing the R&M processes.
To develop their PM/ECCM system we provided processes and procedures for Risk Based Selection of the Maintenance Plan, Maintenance Process and Execution, Master Data in CMMS, Spare Parts Management, and Numbering of Equipment. There are two levels of Instructions:
- Maintenance Instructions to be created for each system that describes what, who, when and how.
- Maintenance Job Instructions that describe in detailed how to do corrective maintenance on components like valves, pumps, motors etc.
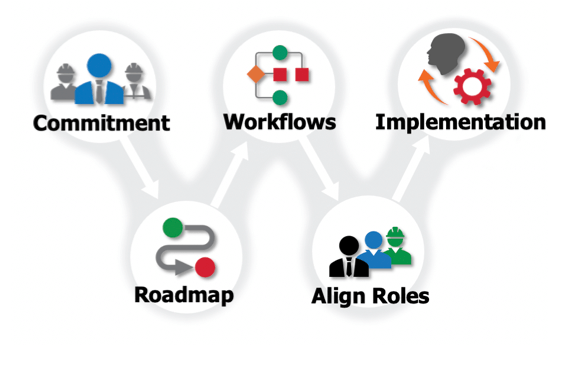
We suggested the following steps:
Step 1: Get support from top management for the mission and vision of R&M
Step 2: Develop implementation plan based on the 10 key processes for best practices in R&M
Step 3: Develop workflows for key processes
Step 4: Decide on the frontline key roles and build the organization
Step 5: Start implementation
“How do we start?”
We suggested starting with the Current Best Practices (CBP) of Reliability and Maintenance that IDCON developed over our 30 years consulting with clients. Using the Current Best Practices as a guide to develop an action plan for implementation. The CBP consist Key Processes with Sub Processes and Elements that describes all the strategic and tactical elements to evaluate best practices and how to comply.
- Leadership and Organization
- Preventive Maintenance, Essential Care and Condition Monitoring
- Work Management Planning and Scheduling
- Shutdown and Turnaround Management
- Root Cause Problem Elimination
- Technical Database
- Spare Parts Management
- Tools and Workshops
- Skills for Reliability and Maintenance
- Engineering Interface with Maintenance
The client agreed that using the Best Practices to develop the action plan would ensure they were implementing best practices, was faster than building it themselves, and it included what resources they would need to have before the plant start-up.
Additionally, this plan was to be fully integrated and directly supported the overall operational plan. It was imperative to include operations and quality at the outset. The inclusion of these key stakeholders insured that a partnership agreement was formed – a goal set by the organization. KPIs were developed to measure success of the partnership agreement and responsibilities of the reliability and maintenance team was clearly defined.
1. Leadership and Organization
A key element we started with was to guide them to create a vision and mission for the reliability and maintenance organization and a communication plan for the whole organization.
One communication strategy: The vision and mission were posted on electronic boards in all the temporary office trailers.
Another communication strategy: Monthly review of the documented long-term plan. The reliability and maintenance team didn’t go it alone, they included key stakeholders in the plant, operations and quality for the monthly reviews of the plan. This re-enforced the partnership agreement.
The Vision and measurements: The business strategy was to stay within the top 15% plants within their industry with the following targets:
- Scheduled compliance > 90%
- Overtime < 5%
- Actual vs Planned WO hours 90% to 110%
- Equipment availability > 90%
- OEE > 77%
- Planned work > 90%
- PM compliance = 100% (regulatory requirement)
- Work history captured by a work order = 100% (quality requirement)
The next step was to develop the primary workflows for work management, preventive maintenance, essential care, condition monitoring and materials management. From the workflow’s roles and responsibilities of supervisors, planning, scheduling operations job descriptions for all key position were developed and the organizational structure further defined. It was important that the organizational structure support the key processes and workflows.
The team used the workflows as the building blocks to create job descriptions as well as the roles and responsibilities of supervision, planning, scheduling, operations and maintenance coordination, reliability engineering, condition monitoring techs, corrective maintenance, materials management, and quality control.
“How do we set up the maintenance organizational structure to best support operations?”
It was decided according to best practices with some decentralized resources to ensure specific knowledge of the operation in that area combined with centralized resources to provide flexibility. All maintenance and reliability functions would report to a central maintenance and reliability manager to stay focused.
It was time for the hiring process, the client had adopted IDCON’s belief that “The right people are an organizations most vital asset.”
Applicants went through the HR screening process that included a grueling one-day interview process with a team of stakeholders. There were high expectations for these early hires, they were expected to develop and implement the best practices.
Challenge: How do you get compliance of the plan with new hires?
It was a hardline – if they didn’t meet the performance requirements, they were put on a performance improvement plan and if they still didn’t meet the requirements, they were told to find another job. A small number of new hires ended up in the “find a new job” category.
Now that the Leadership and Organization element was well on the way, it was time to focus on the other elements of reliability and maintenance management.
2. Preventive Maintenance, Essential Care and Condition Monitoring
This client is in a heavily regulated industry and any reliability and the maintenance strategy had to be well-documented and include the asset owners in operations.
Risk Assessment for Equipment Strategy
One challenge was how to do the Risk Based Selection of the Maintenance Plan. This required detailed input from the asset owner in each area. The risk assessment was done on a system level. Here are some examples:
- instrument air compressor unit 1
- truck unloading station B
- dosing system for final product cut
The reliability risk matrices and criterions were presented to quality manager and asset owners for approval. The risk criteria selected was:
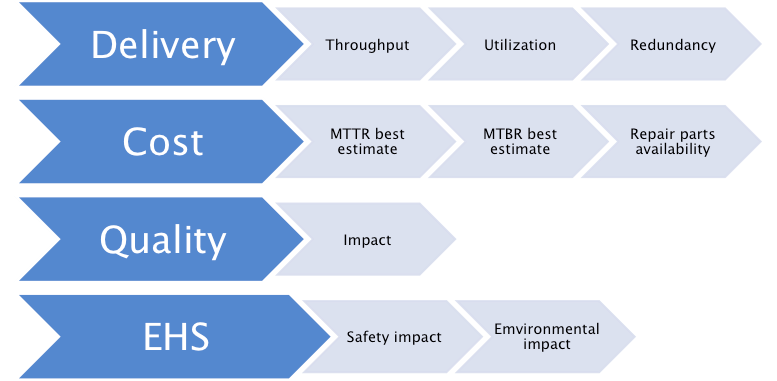
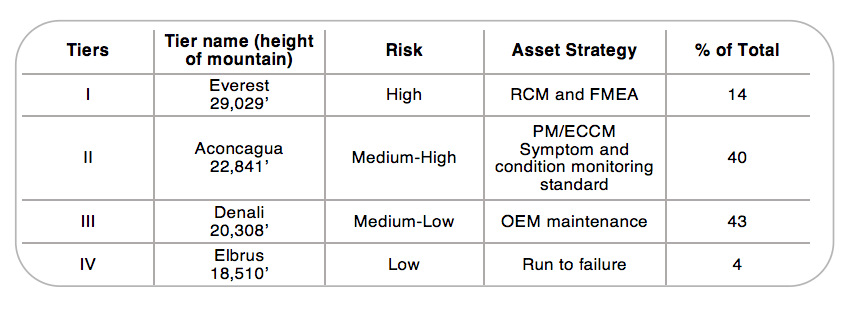
Each criterion would be scored on a scale from 1-10 creating a reliability ranking of all the production systems. The ranking would then determine the reliability strategy for each component in the system. The ranking was put in a normal distribution and each tier was assigned a specific equipment strategy
An interesting idea was to make sure that people would remember the ranking by naming them after mountain peaks.
Next, the team decided the technology to use for condition monitoring. It was decided the most cost-effective technology and IoT and Machine learning would be considered as needed. We added i-ALERT to the critical rotating equipment and remote monitoring, alarms and analysis.
LEARNING: It was discovered that machine learning should have been specified as part of the initial engineering design package and would have saved money. Any add on work for condition monitoring with machine learning would be considered and had to be justified as needed.
Next, a lubrication standard was developed. This standard would guide how to select vendors, buying, storing, using and discarding lubricants, and a cleanliness standard. A lubrication standard for the initial startup of the equipment according to the OEM – to use the right quality lubricants and oils sampling and flush procedure.
Discovery: This was not part of the initial RFP and was not followed by the engineering company. Because of this, it was decided to replace all the lubricants added during the project startup.
For the commissioning, a quality checklist to be used during the OQ/PQ of testing the equipment performance was developed.
Discovery: We learned that it was too late to include any design to promote maintenance and condition monitoring. We made a long list of change orders that could make sure that we could access or add permanent sensors on the equipment and components as needed.
3. Work Management Planning and Scheduling
The best practice workflow incorporated how to best use the functionality of SAP for the planning and scheduling function. As a team we documented and developed procedures for all key steps in the process how to manage work request, approval, prioritization, backlog management, planning, scheduling, recording and history. IDCON provided training in work management for the new maintenance planners, production schedulers, maintenance supervisors and managers best on best practices and the client’s workflow.
4. Root Cause Problem Elimination
The client was already familiar with using the 5-Why process based on Six Sigma. If you’re organization doesn’t have a process, we highly recommend taking a look at Root Cause Problem Elimination and using the How-Can cause and effect diagram which is a more practical and in-depth process compared to the 5-Why process.
5. Technical Database
We worked with the client to develop a standard for the the equipment master data as a specification for the project engineering company. The standard included all basic information to be provided in a specific database program.
Discovery: Projects such as this should have the OEM manuals and spare part lists for all equipment. This was not part of the specification in the initial RFP. The negative consequence was that the information provided was delivered in many different formats and in some cases missing. This created a quality concern since equipment that directly comes in contact with the product must have traceability back in the chain of custody.
6. Spare Parts Management
The first part of the stores was to determine what to stock based on the risk assessment and tier strategy (name of the mountain peak as mentioned earlier). After all parts were ranked, we had to decide what ranking required the part to be put in stock.
The next step was to determine maximum and minimum and Economic Order Quantity or if we could get the part delivered within a reasonable timeframe based on the risk. New stores procedures for new item setup, inventory control, optimization, planned work, and emergency work were created with the client’s input.
We started to plan the physical layout of the central storeroom. It was also decided based on value stream mapping that a small satellite stores located in the decentralized shops for high turnover/consumption parts was required.
7. Tools and Workshops
The workshops and tools were to accommodate the different quality requirements between areas in the production. Separation of tool and shops was necessary, which meant that tools and shops could not share equipment.
Challenge: Each area shop had to be self-sustaining including specialist tools. The quality requirements also stated that no person could work in two different areas in the same day.
Consequence: This decreased the flexibility of the workforce and required additional resources in each area and the central shop.
8. Skills and Reliability and Maintenance
During the process of developing the job description for the key R&M positions we created a skills matrix. This skill matrix would be the guide to develop a training program. The technical skills would focus on traditional topics with within mechanical, electrical, instrumentation and controls. We also established a program called Reliability Mastery Program. The training program consist of eight different modules focusing on the continuous learning process of implementing R&M best practices:
- Results oriented reliability and maintenance management (RORM)
- Front line leadership
- Work management planning and scheduling
- Manage preventive maintenance (PM/ECCM)
- Essential care and condition monitoring techniques
- Materials management
- Root cause problem elimination (RCPE)
- Shutdown/outage optimization program (S-TOP)
Each individual would have a separate training plan to follow even if the some of the training was provided for a group of employees. The training was comprised of theory (classroom), field training and on-the-job practice.
9. Engineering Interface with Maintenance
Engineering interface process should be in place before the project is even considered. Based on the investment process reliability and maintenance must be consider in all phases of the capital process and be part of any gatekeeping (go and no-go decisions). After each phase. It is our experience that commitments made in the Idea Phase – which cannot be retracted, have a very negative impact on LCC and design for maintainability.
The best practice project model is based on the Six Sigma philosophy:
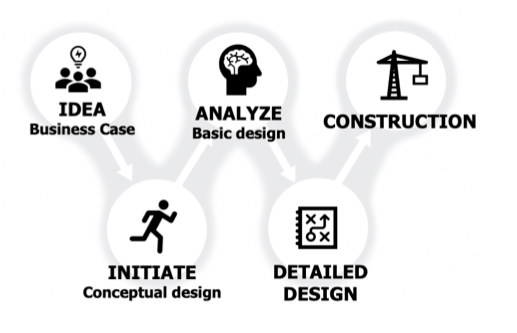
Idea Phase – Idea description and business case.
Initiate Phase – Project definition and user requirements level 1
Analyze Phase – User requirements level 2 (detailed), standards, and project proposal
Execution Phase – Contracts and handover
Realization – Performance report and feedback
Each phase needs the approval of the organization. It’s imperative that stakeholders are consulted, and R & M is considered. If some of the R & M aspects had been considered at the design stage (i.e. lubrication and condition monitoring) the project wouldn’t have to deal with those design challenges on the backside.
Results
The plant is still in start-up mode so a clear a picture of how well the plant will run based on implementing best practices. So far, we know that we there have been ZERO delays based on the equipment and maintenance related issues/ The client says this is better performance than any other previous large capital investment.
Learnings from a Greenfield Project:
- The Vison and Mission of the reliability must be defined first.
- Asset management responsibility must be anchored, accepted and promoted by top management.
- Detailed targets should be established before the plant startup examples are operations OEE, utility reliability and quality.
- Develop and implement best practices require outside support to avoid overloading the staff and to ensure that all key processes are in place during the startup of the plant.
- You must hire the right people to implement best practices in R&M.
- Maintenance and reliability considerations should be included early in the idea phase and be part of the detailed design specifications.
- Develop and introduce workflows for the key R&M processes is the basis for implementing best practices.
- The asset owners i.e. operations must be 100% involved men determining asset criticalities to get their buy-in.
- The criticality is the basis for the R&M strategy for the equipment.
- The root cause problem elimination process should be implemented for all levels in the organization not just for management.
- Technical information and spare parts must be specified in the RFP to get quality and accurate data.
- The spare parts budget should be based on the criticality assessment and not an arbitrary number from another plant.
Bottom Line:
If your plant is in expansion mode or you are building a new greenfield plant, be prepared to have best practices in place prior to start up, or you will be behind from the start


