
Most Preventive Maintenance programs (PM) were set up many years ago. Each department in a plant set up their own program in isolation from each other.
As an example, a plant set up a PM program covering mechanical equipment, then another program was set up for electrical equipment and another to cover automation and control system.
A lubricant vendor then added lubrication routes and on top of this other PM activities such as Vibration Analysis and Operator Inspections was added in addition to all other PM tasks.
Preventive Maintenance Program – Updating old tasks
It is not uncommon to also find that many old Fixed Time Maintenance (FTM) tasks, such as programmed overhauls and replacements, are still being done on an annual basis because that is what the plant always have done, and nobody has challenged the validity of these tasks.
These tasks are often driven by the availability of time and maintenance people instead of the true validity of the task. In some industries, for example food processing, there might be a seasonal period when crops are not being harvested and processed.
Maintenance people are then more available and some equipment are idling, so to keep people busy some equipment are overhauled and some components are replaced. The decisions to do these tasks are often based on believes rather than facts.
This presents a good opportunity to ask if the life expectancy of components in question are predictable or known, and if there is a method available to do inspections while equipment is operating.
If the condition of a component can be measured while a production line is operating, then the condition of the component will determine what corrective action we can take to avoid a break down. If this is done we have chosen to do Condition Based Maintenance (CBM).
As an alternative to the above mentioned PM activities you can also chose to Operate to Break Down (OTB).
Best alternative is to Design Out Maintenance (DOM) or even better Design For Reliability and Maintainability before the equipment is manufactured.
In this article I am not going to cover these alternatives, I gave some examples of this in the March/April issue of this magazine.
In 1968 I learnt about failure distribution in time and failure development periods, you might want to call this Reliability Centered Maintenance (RCM) methodology.
In my opinion it is good common sense and it is the most useful part of RCM along with knowing the criticality of a component. To enable you to analyze existing PM tasks and optimize your total PM program you need to understand this concept.
Picture 1. Failures can be categorized as failure modes that develop over a period of time as visualized in the left graph. These failures have a Failure Developing Period (FDP). You can say there is a time difference between the point of failure until the break down occurs. A break down is when the intended function of a component ceases.
Best Maintenance Strategy
A completely reactive maintenance organization will act upon break downs.
A better organization will find the failures before they develop into break downs.
They will use the warning time they have gained by finding failures early to plan and then schedule a corrective action, and execute this action before the break down occurs.
By doing so, you have started to optimize the life of a component. If you can estimate how long the FDP is you can use this information as a guide to decide the frequency of inspection. The frequency of inspection should be no less than FDP divided by two.
Best organizations are spending considerable time to not only find failures and plan and schedule their corrections, but also to find the source of the failures and then design out those failures. Your organization has then evolved to a thinking and learning maintenance organization.
If a failure develops over a very short period of time, which is typical for failure modes of electronic components, then there is no, or very short, time to discover a deteriorating condition.
See the right graph.
Condition monitoring is therefore not an option. In this case you can ask if the failure mode has a random or regular distribution in time. If the failure mode is random, and the FDP is very short, then it is a waste of time to do inspections of the component. Y
You can inspect for example that the cabinet for electronic components is sealed and kept cool and clean and you should prepare a corrective action for when the failure will occur.
If the failure mode has a regular, or predictable, distribution in time, then you can consider Fixed Time Maintenance, such as overhauls or replacements on a regular basis.
I propose that you analyze all your FTM activities and question if they can not be moved to CBM and if their frequencies are right. My experience is that not more than 5 – 10% of all failure modes have a regular distribution in time.
Some of the readers might think that the aforementioned is just theory and not applicable in real life situations. To demonstrate the usefulness of understanding failure development theories when optimizing PM I like to show an example.
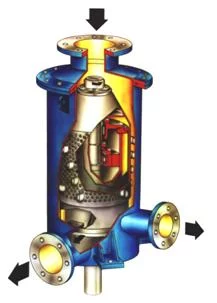
Picture 2.The picture shows a rotating screen where incoming media is separated in good product, and reject. The inside rotary assembly rotates with 350 rpm inside a stainless steel basket with drilled holes. The diameter of stainless steel basket is one meter. The inside bearings are lubricated through two pipes. The rotary assembly is driven by an electric motor and V-belts. If the function of the screen ceases, it will shut down a process at a cost of Euro 20000 per hour in lost production. A break down of the bearings might cause the rotary assembly and the stainless steel basket to be destroyed at a cost of Euro 100000.
The company has decided to replace the bearings once a year during the annual shut down. They had always done that but had still had three break downs of the bearings during the last ten years.
The manufacturer’s handbook said “Once a year, open top of screen, idle screen and listen to the bearings with a stethoscope or similar device. If the bearings sound bad, replace bearings”
To install transducers for vibration analysis of bearings is an obvious alternative. The financial decision maker said no to the maintenance manager’s request to install the transducers because she thought it was too expensive and the maintenance manager had not provided a financial justification to install transducers.
Besides that, she referred to the instructions in the manufacturer’s handbook and claimed that must be right.
This example is a true case from many plants with an almost identical manufacturing process. To help the maintenance manager optimize maintenance of the bearings in the screen, we made a short consequence of failure analysis of different scenarios that might occur and then put a financial value to each of them.
If we accept the failure developing principles we can use this as a methodology to bridge the gap between a technical solution and financial language.
It is obvious that the manufacturer’s recommendations are wrong and you do not need to be an expert on their equipment to prove this fact. Attaching a vibration transducer in each bearing housing and pull wires to a point outside of screen is of course a better and more financial viable solution.
As a case study I like to use a discussion I have had in many plants with groups of experienced maintenance professionals.

Picture 3. The picture shows a rotating screen where incoming media is separated in good product, and reject. The inside rotary assembly rotates with 350 rpm inside a stainless steel basket with drilled holes. The diameter of stainless steel basket is one meter. The inside bearings are lubricated through two pipes. The rotary assembly is driven by an electric motor and V-belts. If the function of the screen ceases, it will shut down a process at a cost of Euro 20000 per hour in lost production. A break down of the bearings might cause the rotary assembly and the stainless steel basket to be destroyed at a cost of Euro 100000.
There are three options we can choose from to maintain the bearings:
- O.T.B = Operate To Break Down
- F.T.M = Fixed Time Maintenance
- C.B.M = Condition Based Maintenance
If we chose O.T.B. the job to change bearings and very possibly also V-Belt drive and other damaged components can be planned, but not scheduled. We can make sure we keep spare parts in store, our people know how to do the job, what special tools are needed etc.
This often leads to that we keep some very expensive parts in store to prepare for the worst case scenario. It is likely to occupy at least six people to correct the break down.
They will not all work, but because scope of work was unknown when the symptoms of the broken down screen function was noticed, all available resources would migrate to the broken down screen and it is likely we would call more people than necessary for overtime. In most plants the unscheduled break down is 76.2 % likely to happen when the maintenance crew is not there.
So they have to be called in on overtime or you fall into the bad habit of having maintenance people on shift. This is of course not only because of this equipment but because most maintenance is reactive in nature.
If we choose F.T.M. we can both plan and schedule the job. In this case the process line has scheduled clean up and process material shut downs every four weeks during eight or alternating twelve hours. It will be easy to plan and schedule this job during one of these shut downs thus avoiding any lost production due to screen maintenance.
We would still have to keep a very expensive exchange part in store because without it, it would take longer time to replace bearings than allowed by the scheduled shut downs. The disadvantage of F.T.M. is that we will over maintain the screen, work has to be done more frequent than necessary.
It is always the risk that we will induce failures to components when they are disassembled and assembled. The fact is that the estimated life of new bearings is 1 – 15 or even 1- 25 years so it is obvious that we will never know if we replaced good bearings with good once.
If we chose C.B.M. we optimize maintenance of the bearings in the screen. The assumed break down frequency used to calculate cost for O.T.B. will be the same. You can not detect more failures than you assumed would occur. The failure frequency might not be right, but the comparison between costs for O.T.B. and C.B.M. is right.
In the table a break down frequency of one failure per year will occur.
On an annual cost basis that is 1/5 or 0.2 failures per year. In the O.T.B. case the failure will develop to a break down. Repair time for break down is 12 hours with six people.
Cost for crafts people is 40 Euro per hour (Plus extra cost for very likely overtime and management/supervision time). The material cost is the cost for bearings and V belt drive. If it is estimated to take 12 hours to repair, it will cause 15 hours of lost production @ 20000 Euro per hour before process is up running making quality product.
The worst case scenario is that the rotary assembly will destroy the stainless steel basket which will cost 100000 Euro to replace, in the best case scenario this will not occur. In the example above we have assumed a 50% likelihood that worst case scenario will occur.
In this example cost to carry spare parts is not included. In the O.T.B. alternative a full set of the rotary assembly and screen will be stocked at a carrying cost of 30000 Euro per year. In the other cases this cost will be much lower or even 0.
To do C.B.M transducers at a cost of 1500 Euro must be installed and it is apparent that it will pay off. If this had been specified when the screen was purchased the cost would have been 700 Euro and two break downs would have been prevented.
With the above example we have shown the financial impact of Optimized Preventive Maintenance. The difference in cost can be 1 – 100 as in the example above.
It must be made clear that in most cases an analysis like the one described here is not necessary to do. Only about 5% of all components require an analysis to decide the most cost effective maintenance method, for most other components the best maintenance procedure can be decided in a much less time consuming



