
Example
Let’s look at some typical problems with an AC Motor.
This example does not include all failure modes, for example, if you look at the bearing manufacturer manual, a bearing has over 50 failure modes.
Therefore we need to look at the most common and most likely problems.
Example: AC Motor, 125 HP, 80% load, 24/7 operation, dusty environment.
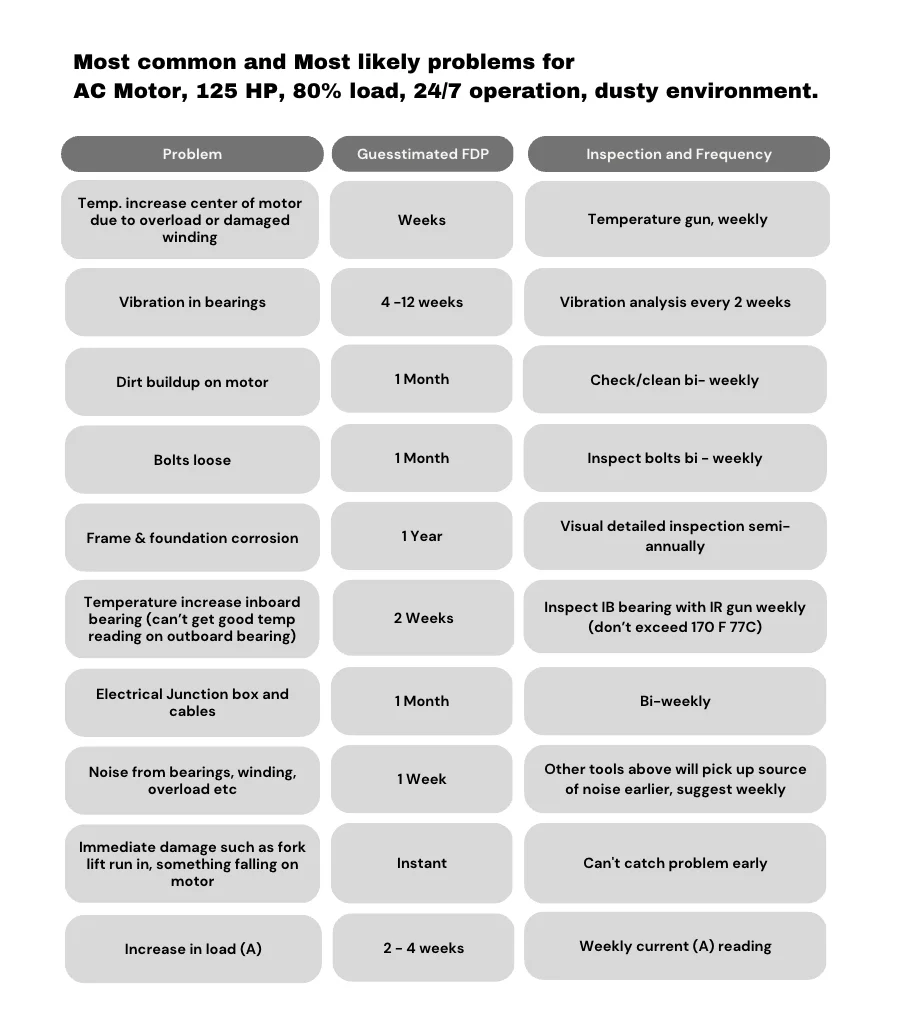
As mentioned above there are many more failure modes, I have picked some common problems to illustrate my point.
If we look at the right column there are many different inspection frequencies even when we do a simplified analysis.
Our estimates are just guesswork and will vary depending on who is doing the inspection, the type of tool, and the environment, so we should not take the numbers too seriously, they are estimates.
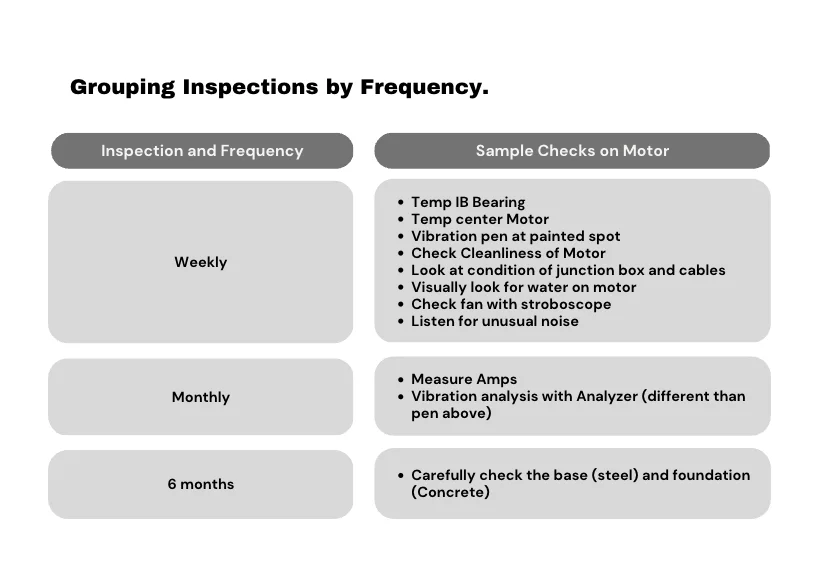
I would therefore look at some of the shorter inspection intervals and then add some of the longer interval inspections to those since we may as well do the longer ones when we are there.
They don’t take too long time to do and we are just guessing the intervals.
In this example we could group them as follows in a typical process plant environment:
Other Preventive Maintenance Inspections
If it is a critical motor perhaps you want to do a full motor analysis or a test of leakage to ground.
Common Logical Error
Preventive Maintenance Inspection frequencies are based on FDP, not the life of the component, nor the criticality of the equipment function.
The life of a component has nothing to do with inspection frequency. For example, a world-class plant has an average motor life of 18 years, some motors last 8 years some 25.
However, the FDP for the most common failure modes for these motors is most likely in the 1-4 week span, so life statistics have nothing to do with inspection frequency.
A common erroneous argument is “we have inspected this component for 3 years and have not found any problems.
Therefore, we extend the inspection frequency from one week to four weeks”. The fact that you have not found a problem has nothing to do with the FDP, it hasn’t changed just because the component is running without any indications of a failure.
Once that component fail, it may be after 15 years, the FDP may still be two weeks and you need to catch it if it is financially viable to do so. If you change the inspection period to four weeks, it is roughly 50 % + risk that you miss it.
Criticality does not affect the FDP, but it might be a factor when we assign inspection frequency.
The criticality of the motor is a deciding factor when estimating the financial pay off and may change the selection of the inspection frequency because we are uncertain of the FDP.
The FDP is a guess. So, a very critical component may be checked more frequently because we don’t really know the FDP. It is an insurance policy.

