
Potlatch Cloquet’s low-cost maintenance shutdown management techniques focusing on type, quality, and timing of work contribute to an 83% drop in maintenance cost per ton.
Effective shutdown management is critical to the operation of mills, for without well-planned and executed shutdowns, equipment reliability suffers, and the mill pays the price in poor quality and lost production.
Becoming proficient at managing shutdowns is a way to reduce overall downtime costs so that shutdowns themselves do not consume the savings they are capable of generating.
Due to current economic conditions, cost cutting has become a high priority, and effective shutdown management is an exercise in such waste reduction. Maintenance shutdowns are a major part of the annual budget at most mills and are usually a target for cost reduction.
However, maintenance shutdown costs can be reduced by 30% to 50% from historical levels if startup after the outage occurs smoothly and predict-ably. By using simple and effective shutdown management techniques, savings equal to several weeks of additional production each year can be achieved.
These improvements can occur without sacrificing any work or canceling any scheduled maintenance downtime.
If the principles of successful shutdown management are clearly understood, the actions needed to make shutdowns more cost-effective can be taken immediately.
When a mill decides to identify major outage work far in advance and the work is carefully planned to maximize ease of execution, the result will be lower costs.
If, at the same time, disruptions to the process (such as late add-on work) are kept under control, there will be sufficient resources available to continually refine and improve the shutdown model for greater savings each year.
Shutdowns have a serious impact on mill profitability, and low-cost shutdown management techniques are different from traditional practices.
Three important concepts that differentiate a well-managed, low-cost shutdown from a poorly managed one are:
- The type of work that is executed during the shutdown;
- A finalized schedule for the shutdown work list;
- The quality of the shutdown work planning.
TYPE OF SHUTDOWN WORK IS CRUCIAL.
It is vitally important that the shutdown work list be kept as short as possible. Keeping the list short is both the means to reduce costs and the primary method for focusing on work that can only be performed during a major outage. All other work is deferred to a time outside of the shutdown window.
The main activity during the shutdown should be preventive in nature (including equipment inspections), followed by cleaning and repairs.
When this basic concept is followed, it results in reduced overtime, lower contractor costs, and superior documentation. It also almost guarantees that the budget will be met.
For example, using the short work list method during the 2001 utility outage at Potlatch’s Cloquet, Minn., mill, the power and recovery department completed its work within 3% of the budgeted cost for the second year in a row.
Initially, many mill personnel at Cloquet believed it was best to execute as much work as possible during a major outage. However, after shifting to the short work list approach, there have been marked improvements in budget control, overall outage cost, equipment reliability, and planning efficiency.
There has also been a reduction in the use of contract labor for outage re-pairs due to increased availability of maintenance personnel during major outages. The culture within the mill is slowly changing to one where the total cost of each activity is considered before action is taken.
Previously, the Cloquet mill had been pressured to eliminate scheduled minor repair days by executing such work during a major outage. The intended result was to reduce downtime, thereby increasing production.
However, in practice, the additional costs for overtime labor, expedited parts delivery, execution of unplanned work, and reduced worker efficiency during extended overtime exceeded the apparent savings.
Major shutdowns should not be used to avoid periodic minor downtime. Minor downtime is an important part of proactive maintenance because it provides an opportunity to perform periodic preventive maintenance and repairs that cannot be done during operation.
Each mill must determine the frequency of its planned minor downtime events, and once an effective cycle is established, it should not be needlessly interrupted. In all areas where a yearly downtime schedule is established and followed, the Cloquet facility has experienced record production, improved quality, and increased reliability.
There is a delicate balance between scheduled downtime and plant reliability. Major shutdown work is intended to support maintenance efforts carried out until the next major shutdown, including minor downtime repairs.
An effective measurement technique is available to help in determining whether outages and other maintenance work are providing maximum value. If the ratio of the mean time between production loss (MTBPL) and mean production loss (MPL)1 are tracked over time, one can readily see if the plant is experiencing greater reliability and less severe failures (Figure 1).
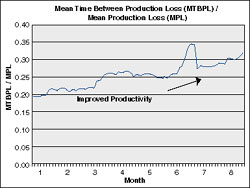
FIGURE 1. Increasing mean time between production loss (MTBPL) versus mean production loss (MPL) indicates that the efforts of maintenance and operations are improving productivity.
Production loss is defined as any loss of capacity, whether scheduled or unscheduled.
By adjusting the time between scheduled shutdowns and the duration of the shutdowns, maintenance and operations continuously work toward increased uptime. Monitoring MTBPL/MPL while making adjustments to the shutdown events gives an almost immediate indication of success or failure.
Many times, productivity will increase when more frequent or longer shutdowns are executed. This is due to the increased reliability that occurs when equipment is properly maintained.
This simple measure single-handedly eliminates the conflict between production and maintenance personnel associated with downtime repairs. When this balance is reached, everyone will see it reflected in the data.
FINALIZED SCHEDULE FOR THE SHUTDOWN WORK LIST.
While a finalized schedule is not a budget development exercise, shutdowns do have a significant impact on mill expenditures. Because of these budgetary implications, a finalized schedule for the shutdown work list should incorporate elements from both a long-term and a short-term plan for shutdown management.
A long-term plan for shutdown management should be outlined in the budget forecast three to ten years before execution. The long-term plan contains fairly detailed lists of the major work that must be performed during each scheduled major shutdown.
For instance, boiler inspections, relining of large tile tanks, sewer repairs, and electrical power distribution system inspections are estimated in the long-term plan. Funds must also be included for smaller repairs required during the shutdown, which are often estimated as a lump sum figure.
The long-term plan is the tool for controlling the scope of each outage. Long-term planning is a critical and often overlooked piece of the proactive approach to maintenance.
Without a long-term plan, major repairs and inspections often do not get adequate attention until it is too late to properly prepare for their execution.
In addition, an operating budget should be constructed annually. In order to accurately budget for a major shutdown, the scope, duration, and timing of the outage should be supplied before the operating budget is approved.
This means that any major shutdown is scoped to an accuracy of +/- 10% at least 18 months before it is scheduled to take place in order for the budget process to proceed. This is the short-term plan for shutdown management.
The short-term plan is developed using the long-term plan as a starting point. In addition to the major repairs, the short-term plan must include detailed lists and estimates for the smaller, less costly repair work.
As the budget and shutdown plan enter the approval process, it should be very clear what the upcoming outage will accomplish. It is relatively easy to establish which projects are driving the outage. If this is not the case, then a shutdown is not justified.
It is acceptable to allow limited rearrangement and substitution jobs for a scheduled outage up to six months before it occurs, provided the budget contains funding for the work.
However, mill management should seriously enforce the six-month lockdown, and any work proposed for addition after the lockdown date should be carefully scrutinized. Usually, it is necessary to cancel another job to make time and funds available to do the additional work. If this rule is not enforced, planning efficiency for the shutdown will rapidly drop to unacceptable levels.
Parts delivery issues also become a problem when jobs are added after the lockdown date. Jobs added on short notice before a shutdown are generally the cause of most disruption to planned and scheduled work.
It is important to remember that planning work is expensive, and cancellation of a job that is already planned, with parts onsite, in order to do unplanned work is extremely wasteful. Table 1 shows a comparison of departments during a major outage at the Cloquet mill in 2001.
The department using the proactive method completed more work orders, although they requested 30% fewer jobs.
TABLE 1. Comparison shows results of 2001 major outage from two different departments at the Cloquet mill. The department using the proactive method completed more work orders, although they requested 30% fewer jobs.
| Proactive vs. Reactive | Proactive Shutdown Method | Reactive Shutdown Method |
| Jobs scheduled before lockdown | 196 | 183 |
| Jobs added after lockdown | 0 | 56 |
| Jobs added during shutdown | 4 | 45 |
| Planned jobs completed | 193 | 131 |
| Unplanned jobs completed | 4 | 45 |
| Total jobs demanded | 200 | 284 |
| Total jobs completed | 197 | 176 |
| Success Rate (%) | 99% | 62% |
The use of specific, challenging lockdown dates is a concept that may be difficult to accept for some individuals. The 18-month budgetary work list is often misunderstood, because it is not always clear how one could know in advance what repairs would be needed.
This is where planning comes into play. Each facility usually knows what work is done during every outage. It is important to review repair histories and make an educated estimate of the time, materials, and expenses that commonly occur with each project. If this information is not readily available, now is an appropriate time to start building a history file for all equipment.
Planning ahead for outages will get simpler as the proactive approach gains acceptance. The key to making a reasonable estimate of future shutdown work is to keep records of past shutdowns and refer to them frequently. If maintenance planners are being used correctly, there will be complete work instructions for each job that are reused and refined each year.
A word of caution is in order at this point. Do not estimate the budget for shutdowns using budget figures from the past, without making any adjustments for higher productivity. The budget figure will be significantly higher than necessary if the plant has adopted the new methods. It is not uncommon to achieve shutdown cost reductions of 50% or more.
The best way to avoid this problem is to adjust the historical budget using estimated labor and material costs from the planner’s work packages.
QUALITY OF THE SHUTDOWN WORK PLANNING.
The quality of the planning time that is invested in each shutdown will directly affect the completed work. More work will get executed with fewer people, in far less time, if it is well planned. Also, repair quality will increase, and the cost for each repair will drop significantly.
Unplanned repair work orders taking eight hours to complete can take less than two hours to execute when planned (on average). This is due to a combination of better instructions; easy access to parts, tools, and materials; and better coordination of resources. In some cases, the savings will be as high as 90%. This has been verified in the field by maintenance technicians at the Cloquet mill.
Each work order (sometimes called a job order or service order) should be planned before execution. This includes all preventive maintenance work, repairs, routine checks, contractor work, and capital projects.
It is very important that adequate personnel be dedicated to planning work packages full-time. If this is not done, planners will often get placed in the role of supervisor, craftsperson, or parts chaser. None of these activities will increase the efficiency of maintenance activities with the magnitude that planning will accomplish.
Each planned job is accompanied by a work package, which is a written document containing all information needed to execute the work.
Any work that is placed on the shutdown schedule (or on any work schedule) should be fully planned. If this is not done, it effectively places the burden of planning the job on the craftsperson.
This slows the work tremendously and creates numerous opportunities for delays, mistakes, and confusion. It is also much safer to execute planned work because the hazards are methodically identified and avoided.
Technicians who are accustomed to working on planned jobs become the greatest source of valuable information in the process. They identify weaknesses in the planned work packages, and document these weaknesses for correction if given adequate time to do so. As time passes, most routine repairs will have work packages collected in the history file.
When that happens, the time required to plan repeated jobs in the future is reduced, and the planners can shift their focus to continuous improvement efforts. This is the point where proactive maintenance begins to save increasingly large amounts of money. The knowledge base for doing maintenance activities is then accessible to the entire workforce instead of only a few experts.
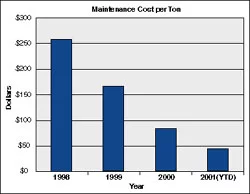
FIGURE 2. Maintenance cost per ton dropped 83% over a four year period at the Cloquet mill. Plant improvements, combined with a transition to planned maintenance activities, contributed to the savings.
Figure 2 displays maintenance cost per ton of product (bleached market pulp and coated free-sheet) at the Cloquet mill. In less than four years, maintenance costs have dropped by 83% on a per ton basis. The savings are partly attributed to improved maintenance practices and partly to production equipment upgrades.
REFERENCES
1. Christer Idhammar, “Operations + Maintenance = Production II,” Column, Pulp & Paper, October 2000.
Dave Krings is maintenance planning coordinator for Potlatch Corp., Minnesota Pulp and Paper Div., Cloquet, Minn.
Learn about IDCON’s maintenance planning and scheduling book
Learn about IDCON’s maintenance planning and scheduling consulting and training



